Depuis la fin des quotas, la Raffinerie Tirlemontoise réceptionne des betteraves entières dans ses 2 centres de réception de Longchamps et Tienen. Ces 2 centres fonctionnent de la même façon et doivent respecter les mêmes normes fixées par accords interprofessionnels dans les « Directives concernant la réception des betteraves sucrières ».
Entrons dans la cour de l’usine puis dans le centre de réception pour suivre les étapes du process et décrire les différents postes de contrôle.
Entrée du camion et prise de l’échantillon
Pesée des véhicules
Dès son arrivée dans la cour, le véhicule est pesé. A sa sortie, il est pesé à vide. C’est par différence entre ces deux pesées que le poids de la quantité livrée est enregristré.
Le contrôle des bascules est réalisé en faisant passer un même véhicule chargé sur toutes les bascules de l’usine et en imprimant les poids mesurés. Ce contrôle est réalisé au moins une fois par jour.
Prélèvement de l’échantillon
L’échantillon qui servira à la détermination de la tare et de la teneur en sucre du véhicule est prélevé par une sonde appelée « Rupro ».
Le positionnement de la sonde est automatique et aléatoire (avant, arrière, gauche, droite). Les sondes d’échantillonnage sont vérifiées au niveau de leur fonctionnement : remplissage complet, vidange complète, position en largeur et en longueur dans le chargement, … La production de morceaux doit être la plus limitée possible : ces morceaux pourraient entraîner une baisse de la teneur en sucre car ils ont tendance à absorber de l’eau lors du lavage.
Au niveau de la tare terre, l’échantillon doit être le plus représentatif possible du chargement, c’est pour cette raison que la sonde doit être positionnée à ¼ ou à ¾ de la largeur du véhicule, avec une certaine tolérance.

Tous les véhicules ne sont pas sondés : les petits tas sont proportionnellement plus sondés que les grands, l’objectif étant d’avoir des résultats représentatifs du tas. Le nombre de véhicules sondés par tas est déterminé aléatoirement par l’ordinateur en fonction du nombre de véhicules prévus.
Détermination de la tare terre
Pesée des échantillons
Une fois prélevées, les betteraves sont déversées dans une balance appelée balance brute qui pèse l’échantillon avant lavage. Cette balance comme toutes celles présentes dans la salle de réception est contrôlée au moins une fois par jour avec des poids étalonnés.
A partir de cette balance brute, il faut éviter toute perte de morceaux de betteraves qui représenterait une perte pour le planteur car elle serait comptabilisée en tare terre.
Lavage



L’échantillon d’environ 70 kg passe ensuite au lavage en tombant dans une Parmentière. Il s’agit d’une cuve munie d’un plateau ondulé tournant sur lequel les betteraves sont aspergées d’eau.
Les contrôleurs vérifient entre autres les pertes de petits morceaux de betteraves dans les eaux de lavage. Cette perte ne peut pas dépasser 1% du poids net. En cas de dépassement de cette norme, les résultats sont corrigés automatiquement et ramenés à 0,5% : le poids net du chargement est augmenté et la tare terre diminuée.
L’échantillon lavé est ensuite pesé sur un tapis peseur qui le déverse sur la chaine à écailles.
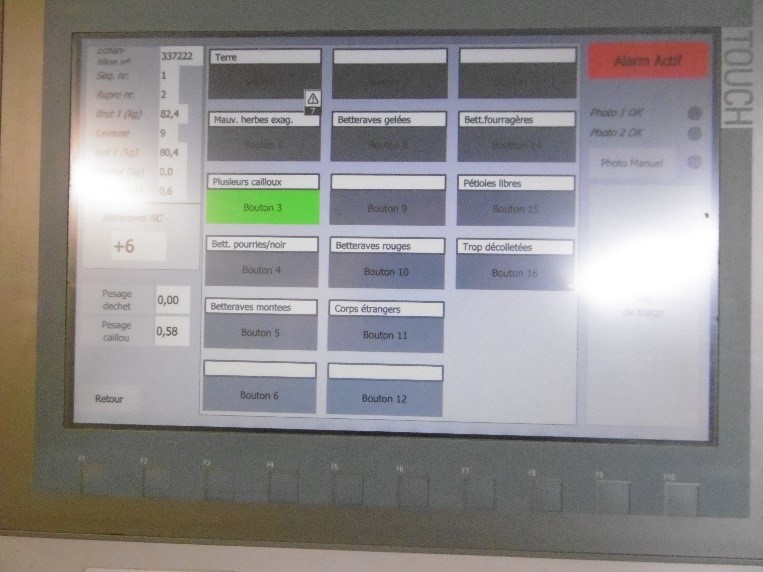
Tri, Betteraves Non Conformes et tare végétale
L’échantillon passe alors entre les mains des trieurs, seule opération manuelle du centre de réception.
Que font les trieurs ? D’une part, ils comptent et encodent le nombre de « betteraves non conformes » c’est-à-dire le nombre de betteraves avec des feuilles et/ou des pétioles. Des pénalités sont appliquées lorsque ce nombre est trop important. D’autre part, ils retirent et pèsent sur 2 balances distinctes la « tare terre » qui sera ajoutée à la terre éliminée au lavage et la « tare végétale » qui sera déduite du poids net de l’échantillon lavé. La « tare terre » est composée de cailloux, boules de terre, mauvaises herbes, objets étrangers, … La tare végétale est composée de parties de betteraves non marchandes comme les parties pourries, dégelées, les betteraves montées, fourragères, potagères, … Les codes qualité correspondant sont introduits dans le système informatique.


Les contrôleurs surveillent le bon déroulement de ces opérations en observant le travail des trieurs et en mesurant différents paramètres dont la durée d’égouttage et l’hygrométrie de la salle pour que la teneur en sucre ne soit pas affectée par l’eau présente sur les betteraves lors de leur entrée dans la râpe.
Détermination de la richesse
L’échantillon continue son égouttage en avançant vers la râpe pour la détermination de la teneur en sucre.

La râpe : probablement l’appareil le plus difficile à régler dans le centre de réception tant il y a de paramètres qui peuvent influencer son fonctionnement. On l’utilise pour produire la râpure, sorte de purée, dont on va mesurer la teneur en sucre, valeur qui sera attribuée à l’échantillon et donc au chargement.
On contrôle cette râpe de deux façons : d’une part, on vérifie que, techniquement, elle réponde aux normes (vitesse de rotation, grandeur des scies, forme et taille des dents, espace entre les 6 scies et la grille perforée à travers laquelle passe la râpure, …) et, d’autre part, on vérifie, via ce que l’on appelle la digestion à chaud, que la finesse de la râpure qu’elle produit soit suffisante pour libérer tout son sucre. Lorsque la norme de finesse n’est pas respectée, l’usine corrige automatiquement les résultats.
La râpure doit contenir tout son jus et elle ne peut jamais entrer en contact avec de l’eau : tout le matériel doit être sec, ce que nous vérifions. En présence d’eau, la râpure serait diluée et sa teneur en sucre serait sous-évaluée.
Chaque râpure arrive dans un bol et est identifiée par un numéro qui suit l’échantillon depuis la pesée du chargement.
La teneur en sucre est déterminée sur une chaîne d’analyse entièrement automatique, sans aucune intervention humaine.
Détail de la chaine de mesure de la richesse

Le principe de la mesure de la teneur en sucre est le suivant : à 26 g de râpure on ajoute 177 ml de clarifiant. Si la cuillère à membrane prélève un poids de râpure plus important, la balance proportionneuse calculera un volume de clarifiant proportionnellement plus important, elle en fera de même si le poids de râpure est moindre. Comme la teneur en sucre de tout le véhicule va être déterminée sur un échantillon de l’ordre d’à peine 26 g, le contrôle est primordial à ce niveau. Si les proportions ne sont pas correctes les teneurs en sucre mesurées seront erronées.
La râpure et le clarifiant, en l’occurrence le sulfate d’alumine, déversés dans le godet de digestion sont mélangés pendant un temps déterminé afin que tout le sucre se retrouve en solution.
La première étape consiste à rendre cette râpure homogène : elle est mélangée pendant quelques secondes par un mélangeur automatique qui doit être propre et sec. Après l’homogénéisation, ce mélangeur est lavé et soufflé à l’air comprimé avant l’arrivée de l’échantillon suivant.
Le bol de râpure avance ensuite automatiquement et une cuillère à membrane plonge jusqu’au fond du bol pour prélever l’échantillon qui servira à la détermination de la teneur en sucre.

En fin de digestion, de la Célite est ajoutée : il s’agit d’un « facilitateur » de filtration.


La filtration a lieu sous vide et de manière automatique. Le filtrat est aspiré à travers un papier filtre continu et envoyé, via une pompe, dans l’appareil qui lira la teneur en sucre, le saccharimètre. Nous surveillons qu’il n’y ait pas de contamination entre filtrats successifs et que la quantité de filtrat de chaque échantillon entrant dans le saccharimètre soit suffisante.
Contrôle de la chaine de richesse
Plusieurs contrôles sont effectués pour vérifier le bon fonctionnement de la chaîne et ce, 6 fois par jour au minimum : un contrôle de l’homogénéité de la râpure et de la pesée, un contrôle global de l’entièreté de la chaîne et un contrôle de la finesse de la râpure (digestion à chaud). Ces contrôles sont réalisés par des analyses en parallèle avec notre matériel et nos réactifs. La balance proportionneuse est également vérifiée ainsi que d’autres paramètres.
Le saccharimètre est lui aussi contrôlé, au minimum, 6 fois par jour. On vérifie aussi bien l’appareil proprement-dit que le tube dans lequel passe le filtrat. L’appareil est vérifié grâce à une mesure à l’air (qui ne dévie pas la lumière polarisée) et grâce à une mesure au quartz qui dévie la lumière d’un certain angle converti directement en degrés sucre.
Le tube, lui, est vérifié à l’eau (pas de déviation) et grâce à une solution sucrée identique dans tous les centres de réception.
Contrôle des pulpes
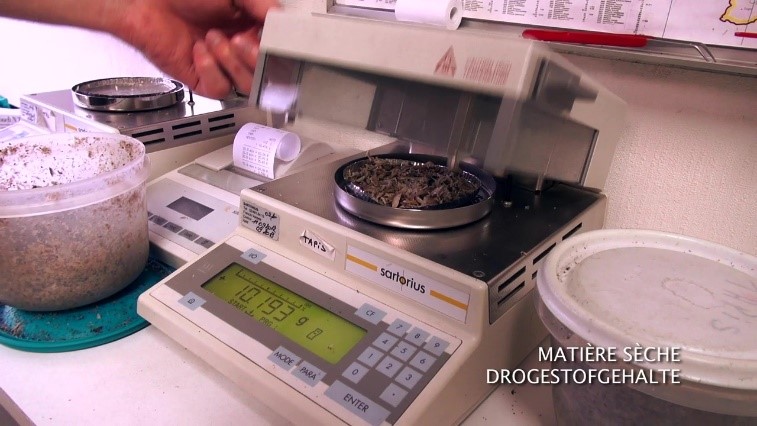
Au minimum 8 fois par jour les contrôleurs mesurent la matière sèche des pulpes. L’intérêt de ces mesures est double : d’une part, réguler les presses à pulpes de l’usine si la matière sèche est trop faible ou trop élevée et, d’autre part, déterminer la teneur en matière sèche moyenne de la journée. A côté de ces mesures, les contrôleurs vérifient également l’acidité des pulpes, signe d’une éventuelle dégradation, et leur température afin d’assurer une bonne conservation en silo.
Suivi informatique des résultats
Ce n’est pas tout : les contrôleurs vérifient vos résultats : un programme de contrôle permet de surveiller à distance et on line les différents postes de la réception. N’importe quel résultat de n’importe quel véhicule est connu de manière précise et rapide. Ceci nous permet de vérifier sa vraisemblance